High-purity intermediates engineered for global industrial and pharmaceutical manufacturing workflows.

Evaluating the paradigm shift toward highly specialized solvents, decarbonized production pathways, and the challenges facing procurement authorities worldwide.
Global pesticide, coating, and printing ink manufacturers are increasingly prioritizing Low-Naphthalene formulations (such as S-150ND and S-200ND). Standard solvents present toxicity issues; removing naphthalene minimizes health risks and satisfies REACH standards without sacrificing high boiling points.
Decarbonizing industrial-grade solvents requires refining facilities to utilize continuous rectification. Modern refineries leverage energy-efficient vacuum distillation columns and advanced molecular sieves to capture target isomers with less thermal energy, matching ESG compliance goals.
For fine chemical intermediates like MIPK, Dimethyl Sulfoxide, and Malononitrile, trace heavy metals and water percentages represent point-of-failure metrics in downstream pharmaceutical active ingredient (API) synthesis. Advanced testing and purification ensure parts-per-million consistency.
Shandong Saier Chemical Technology Development Co., Ltd. has established itself as an industry leader since its founding in December 2004. Located at No. 207, WeiLiu Road, Qilu Chemical Industrial Park, Linzi, Zibo City, Shandong Province, the company occupies a highly strategic position in one of China's premier petrochemical hubs.
With an initial registered capital of 60 million yuan, Saier Chemical secured the financial structure necessary to develop large-scale processing facilities. From inception, the factory focused on extracting maximum value from premium petroleum byproducts, partnering directly with leading domestic refineries, including Sinopec, PetroChina, ChemChina, Zhejiang Petrochemical, and Hengli Petrochemical. This direct pipeline connection guarantees feedstock stability, eliminating batch variation in our high-boiling aromatic solvents.

How procurement departments navigate supply bottlenecks and deploy localized chemical solutions in industrial clusters.
Modern chemical buyers are exposed to shipping volatility and sudden feed material constraints. By utilizing a supplier integrated into China's massive Qilu Chemical Industrial Park, purchasers secure supply continuity. Saier Chemical's strategic logistics network ensures access to ports like Qingdao and Tianjin, facilitating seamless ocean transit to key hubs in Asia, Europe, South America, and the Middle East.
Transporting hazardous aromatic compounds and fine chemical intermediates across international borders requires rigorous paperwork and compliance. Our production processes conform to international standards, providing clear SDS (Safety Data Sheets) with complete toxicological profiling. From CAS:64742-95-6 (S100) to specialty heterocyclic synthesis intermediates, our products satisfy European and American environmental standards.

Shandong Saier Chemical operates under high environmental compliance standards. Recognizing that chemical production must evolve with carbon neutrality goals, we invest heavily in energy optimization and waste reduction.
Our facility utilizes advanced continuous fractional distillation units, which offer precise separation of close-boiling isomer fractions. For instance, the production of Aromatic Solvent S100 relies on high-quality C10 aromatic streams, separated dynamically to minimize heavy residue. To control emissions and preserve air quality within the park, we deploy state-of-the-art Zeolite Rotor Concentrators paired with regenerative thermal oxidizers (RTO). This system captures and eliminates VOC emissions, meeting municipal and national eco-standards while lowering overall fuel consumption.
Our commitment to tech-driven manufacturing has earned the company recognition as a national high-tech enterprise, validating our engineering team's focus on sustainable process technology.
Saier Chemical has developed two core product lines: Aromatic Solvents (TOPSOL / Naphtha) and Fine Chemical Materials.
Including high-boiling hydrocarbon solvents such as S-100, S-150, S-150ND (Naphthalene Depleted), S-180, and S-200. These products provide excellent solvency (high Kauri-Butanol value), uniform evaporation rates, and high flash points, making them optimal for agrochemical formulations, paints, and protective coatings.
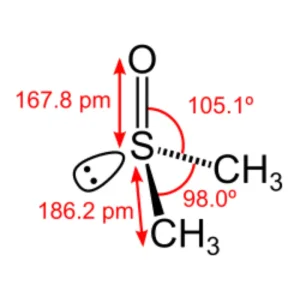
Our chemical synthesis division produces key compounds like Durene, MIPK (Methyl Isopropyl Ketone), DMSO (Dimethyl Sulfoxide), and Malononitrile. These serve as building blocks for electronic chemicals, pharmaceutical APIs, and specialty plastics manufacturing.
Featuring our premium Heat Transfer Oil L-QC320. Engineered for high-temperature thermal stability in closed heating systems, L-QC320 ensures low volatility, high thermal conductivity, and resistance to thermal cracking or carbon buildup over long operating cycles.
Transparency is central to our customer relationships. Explore our production lines, laboratories, administrative offices, and compliance credentials.








Aromatic Solvent S100 is produced using crude C10 aromatics for industrial use as raw material and through continuous rectification for separation technology. It is a colorless, transparent, and aromatic organic solvent that complies with international standards for aromatic hydrocarbon solvents.
This solvent is widely applied in industrial coatings, pesticide emulsifiable concentrates (EC), printing inks, and organic synthesis. With a stable boiling range and high solvency capacity, S100 ensures proper resin solubility and film-forming performance in paint applications.

From agricultural formulations to automotive coatings, explore how our products are integrated into demanding industrial ecosystems.

Using Low-Naphthalene S-150ND and S-200ND, agrochemical producers formulate stable Emulsifiable Concentrates (EC) that protect active ingredients without premature crystallization in low temperatures.

S-100 and S-150 high-boiling aromatic solvents provide the necessary solvency for resins, improving evaporation characteristics, flow, leveling, and overall surface gloss.

Our L-QC320 heat transfer oil supports consistent thermal profiles in petrochemical and plasticizer manufacturing, resisting thermal degradation at temperatures up to 320°C.
Technical answers regarding solvent grades, purity standards, logistics, and supply capacities.
Standard aromatic solvents S-150 and S-200 typically contain up to 8-10% naphthalene by weight. Naphthalene can crystallize at low ambient temperatures, causing nozzle blockages, and is classified as hazardous to aquatic life. ND (Naphthalene Depleted) grades undergo additional fractional distillation to reduce naphthalene levels to under 1% (or under 0.1% for S-150ND/S-200ND), meeting strict regulatory and environmental standards while maintaining excellent solvency.
We maintain direct supplier agreements with major domestic refineries, including Sinopec, PetroChina, ChemChina, Zhejiang Petrochemical, and Hengli Petrochemical. This integrated sourcing ensures a stable supply of C9 and C10 aromatic streams, shielding our production from market volatility and maintaining consistent chemical and physical properties across batches.
Our state-of-the-art laboratory features Gas Chromatography (GC), High-Performance Liquid Chromatography (HPLC), and Inductively Coupled Plasma Mass Spectrometry (ICP-MS) instruments. We analyze isomer ratios, moisture content, trace heavy metals, and physical specifications to ensure compliance with global pharmacopoeia requirements.
We support packaging configurations including 200L steel drums, ISO tanks, and bulk flexibags. Leveraging our location near Qingdao Port, standard sea cargo shipments typically leave Zibo within 10-14 days of order confirmation, depending on customs clearance times and product-specific safety certifications.
Discover specialty halogenated, alkylated, and heterocyclic reagents manufactured to strict industrial standards.
Whether you require customized packaging, low-naphthalene aromatic solvents, or bulk pricing for fine chemical intermediates, our technical sales engineers are ready to assist with your requirements.
Shandong Saier Chemical Technology Development Co., Ltd. • Qilu Chemical Industrial Park, Zibo City, Shandong Province, China.